
 三维柔性组合焊接平台
三维柔性组合焊接平台三维柔性组合焊接平台具有 率、经济性、柔性化、 ...
 铸铁偏摆仪
铸铁偏摆仪铸铁偏摆仪主要用于测量轴类零件径向跳动误差,本仪器利用两 ...
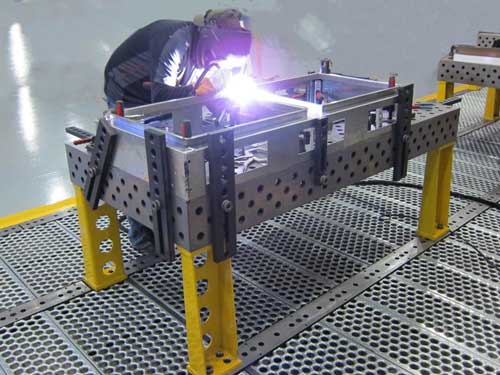
 三维平台
三维平台三维平台工装夹具应具备足够的强度和刚度。夹具在生产中投入使用时...
 大型方箱
大型方箱大型方箱制造,V型面两边角度相同,操作方便,V型面测量直径在Φ20m...
手机:13785780436
网址:www.btamjx.com
地址:泊头市交河工业区
划线平台平板压砂正确的操作必须注意那些细节
1、我们要先把一块划线平台平板放在工作台上,用汽油把划线平台平板擦干净。
2、在划线平台平板上涂上少许硬脂,然后倒上用汽油泡好的M2.5的金刚砂。
3、等汽油挥发后,滴入 10滴混合油,把下板涂匀,再在上板的四角及中心处涂些。
一、开始研磨时,用小力量推拉,以防把两板间的油和砂子挤出。推拉上板的运动轨迹呈“8”字运动,尽量把平台间的油赶匀,手感两手的推拉力应该一样。当比较润滑时,这时应增加旋转推拉上板的速度,一个行程大约4~5 秒钟,行程距离应超过平台尺寸的一半,摆幅增大。铸铁划线平台平板随着时间的推移,两台间的吸引力逐渐加大,并且均匀。
二、如果吸引力没有显著增加时,这时可以在推拉过程中,让上板探出下板,加力压探出的部位,边加力,边推拉上板,这样反复几次,就可以挤出一些油,来增加板间的吸引力。这种方法尽量不采用,在研磨开始的时候,用这种方法可以挤出一些油,以后随着切屑的增加,油的浓度增大,就不易挤出油了。如果还不行,就需要马上停止研磨,重新上油研磨。在研磨过程中,还要经常注意使研磨平板上各处都均匀的磨耗。听研磨砂子的声音,是否随上板的移动而发出“沙沙”的金属声音,不能有停顿或异样的声音;看板面间的油迹是否均匀。推拉平台时始终呈“8”字运行。
三、在拉铸铁平台时,两手用力要均匀,速度要稳定,走几个行程要转动平板90°。在转动平板和接“8”字运动时,要衔接,平稳过度,尽量不要有停顿。推拉的速度随着平板间的吸引力的增大而减少。
四、当铸铁划线平台平板运动时,砂子本身做移动和滚动,它一边切削铸铁划线平台平板,一边被平台嵌入,一边又被别的砂子挤出,互相挤压。直到砂子整体的一半或一半以上嵌入平板,砂子才会牢固。这些牢固的沙子就是我们修理量块用的。其它砂子大部分是浮砂,不稳固,用油一擦就掉,或用不了几次就会松动而掉。当推拉力达到500N左右时,砂子嵌入的比较牢固,就可以完成压砂。
五、前两次压砂所达到的推拉力和所用油量一样,后四次压砂滴入7~8滴混合油,推拉力达到750N左右,这时的推拉速度达每行程10秒左右。 每遍压砂大约需要20分钟左右。
掌握了以上压砂要领,就可以达到预期的效果。我们用这种方法的研磨平板用试块试,手感:1、很柔和;2、切削力很快。目测试块:切削痕迹均匀即粗糙度好。这样的铸铁划线平台平板,可以修理量块250~300块,我们一年只需要压砂3~4次,就可以全市各大企事业单位、计量站的量块修理量。
重量对焊接平台 是起到决定作用:
1、焊接平台的具体用途,设计图纸过程中 先要考虑的是其工艺结构和性能,一方面提高生产率,另一方面要质量;
2、焊接平台要有合理的壁厚,连接处要有过渡,筋板为加强型,内筋厚度不小于50mm;
3、选择合理的浇注系统,使焊接平台铸件顺序凝固,以组织均匀的铸铁平台铸件,铸件的几何形状要平整规则;整体结构合理,加强筋厚度均匀一致;
4、焊接平台重量偏差:在生产过程中,焊接平台会产生理论重量的偏差,按照 标准要求重量误差一般不得超过重量的5%,否则会影响焊接平台的使用;
5、焊接平台材料:HT200,用化学成分S<0.12%,P<0.15%。并需孕育处理;
6、焊接平台加工面粗糙度6.3。平台精度按3级要求制造;
7、焊接平板毛坯外形尺寸只允许加大不允许减小。
焊接平板产品精辟解析,众所周知焊接平板(平台)的用途是检查机器零件平面度,直线度等形位公差的测量基准,也可用于零件划线研磨加工,安装设备等用途。是检验机械零件平面、平行度、直线度等形位公差的测量基准,也可用于一般零件及零件的划线、铆焊研磨工艺加工及测量等。
划线平台平板者应了解的产品知识精辟的总结知识概要如下:
1、铸铁焊接平板用途:用于机械、发动机的动力实验,设备调试,具有较好的平面稳定性和韧性,表面带有T型槽,可以用来固定实验设备。
2、铸铁焊接平板材质:铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,能好。
3、铸铁焊接平板规格:100×100—3000×6000(大于此规格的铸铁焊接平板可以拼装使用或按图纸订做)。
4、铸铁焊接平板精度:按 标准计量检定规程执行,分别为1、2、3四个等级。
5、铸铁焊接平板正确的使用方法。
